
Essential









ケーシングの準備が整ったムーブメント

ダイアルの下に隠されたムーブメント。時計が動いている間、どのセッティングピニオンも不必要に回らないように、時刻合わせの機構を設計した

各メインプレートのダイアル側には、ロゴとシリアルナンバーが手彫りされている

ロゴは、FとPの背同士を合わせたもの

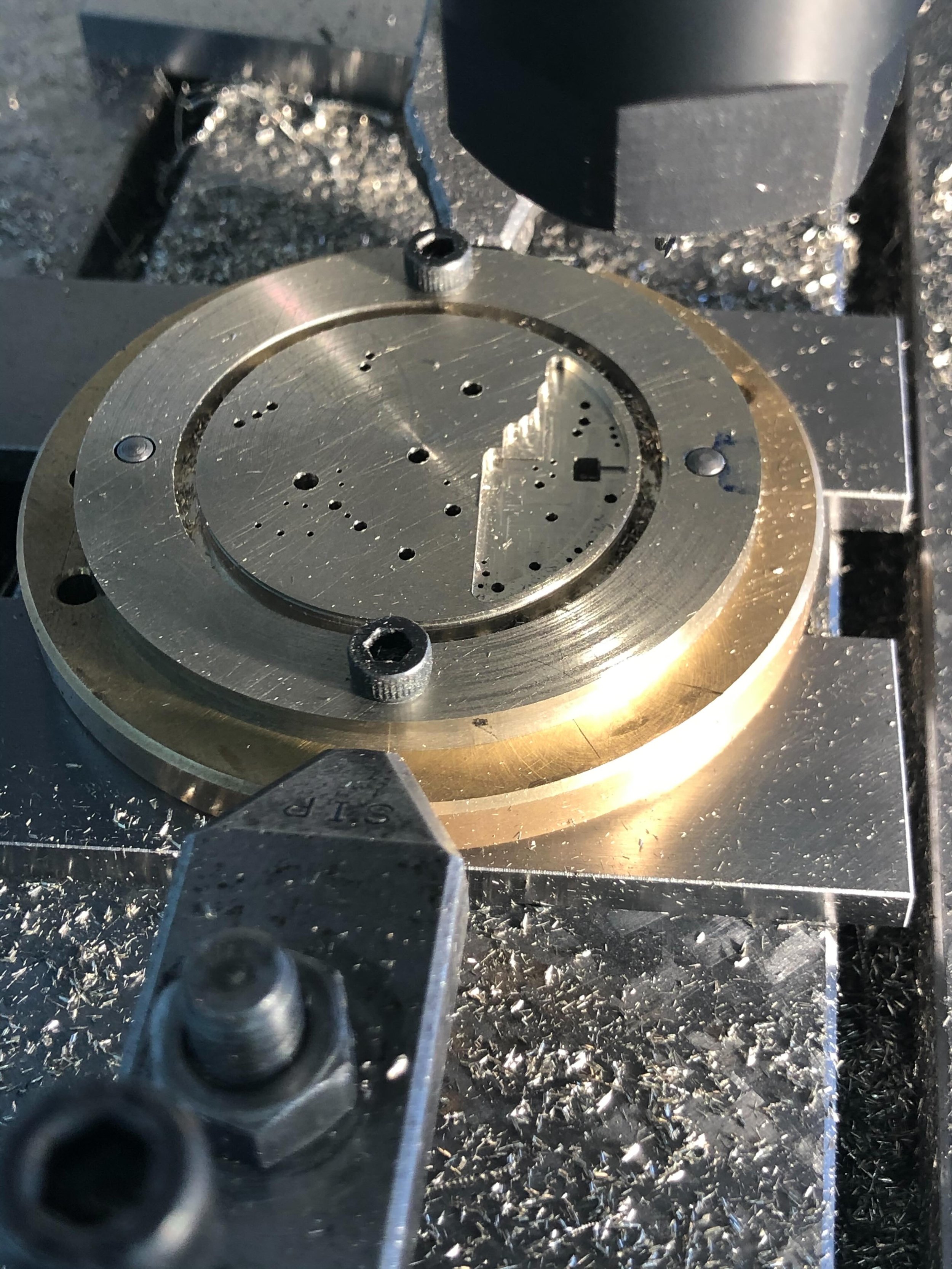
バランスホイールの加工

組み立てられたバランス・ホイール

バランスブリッジに組み付けられたバランスホイール

旋盤による針の厚み加工

加工後、焼き入れの際に針が変形しないように保持している

針の形状が特殊な為、2回ブラックポリッシュ加工を行う

旋盤で針穴の外側部分を整える

アルコールランプでの青焼き作業

一本の針に数日の労力を要する
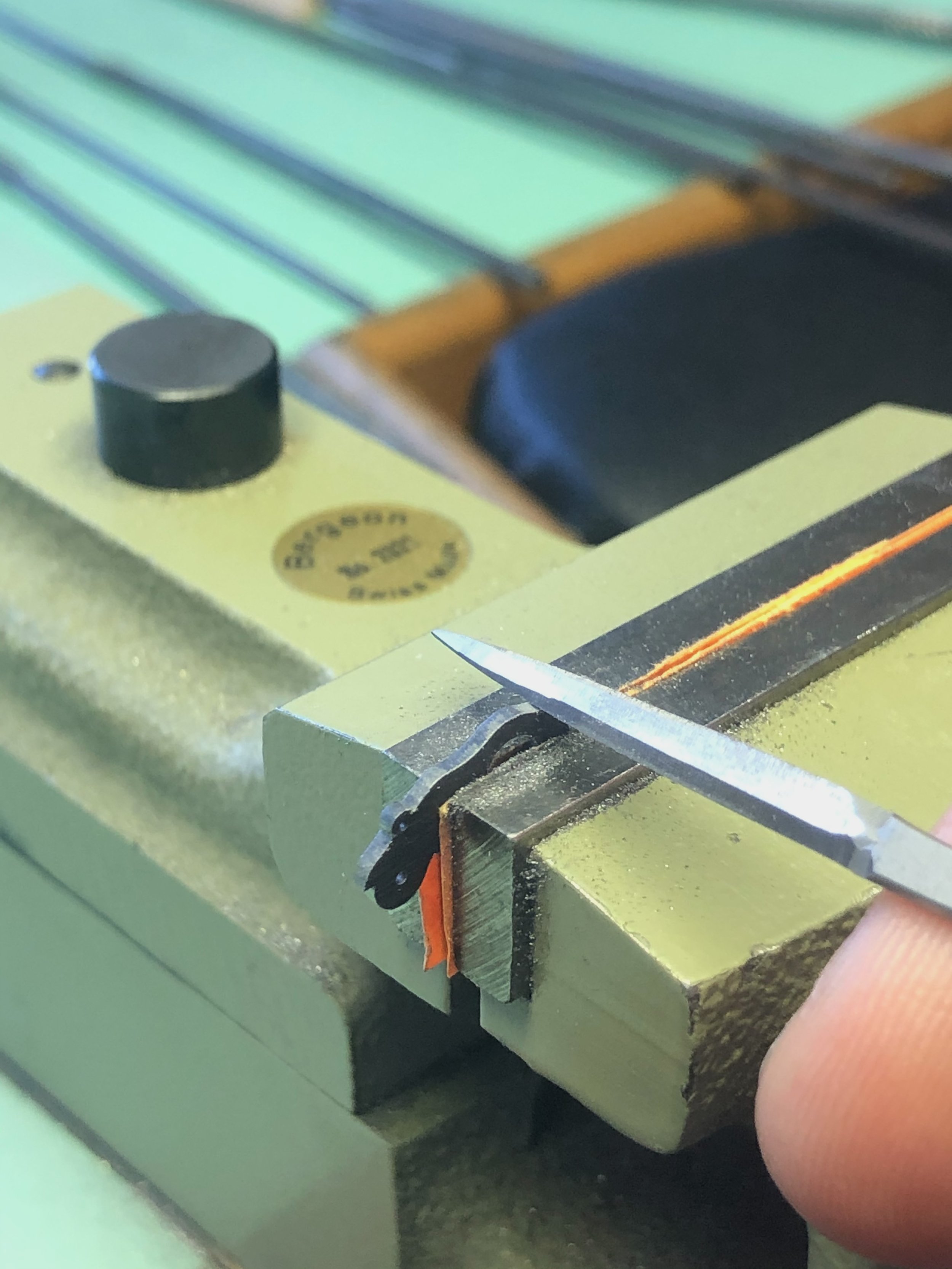
糸鋸で形状を切り出した後、巻き上げレバーの輪郭をヤスリで整える
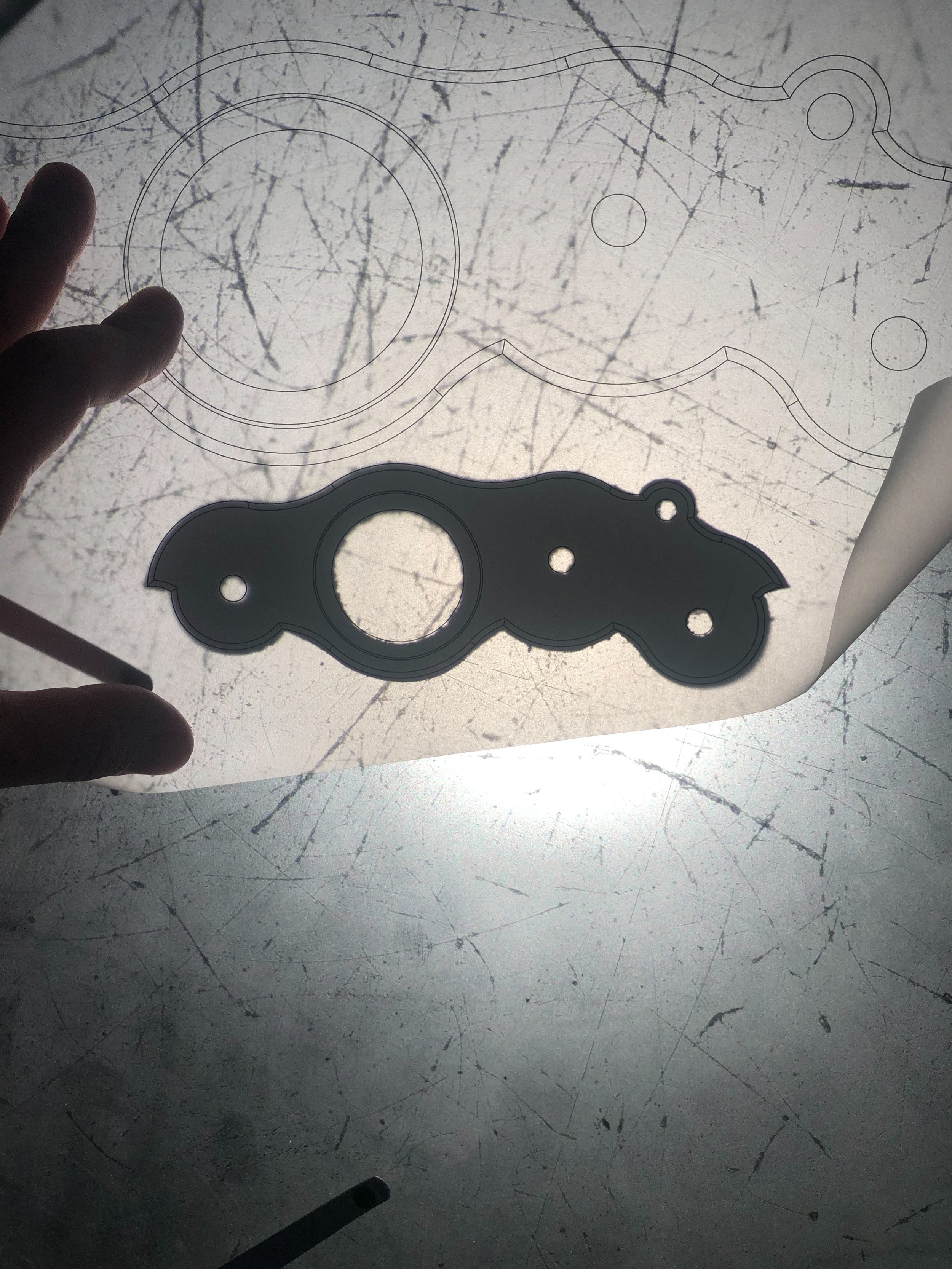
投影機の拡大による形状確認

正しい形状が得られたら、焼き入れと焼き戻しを行う
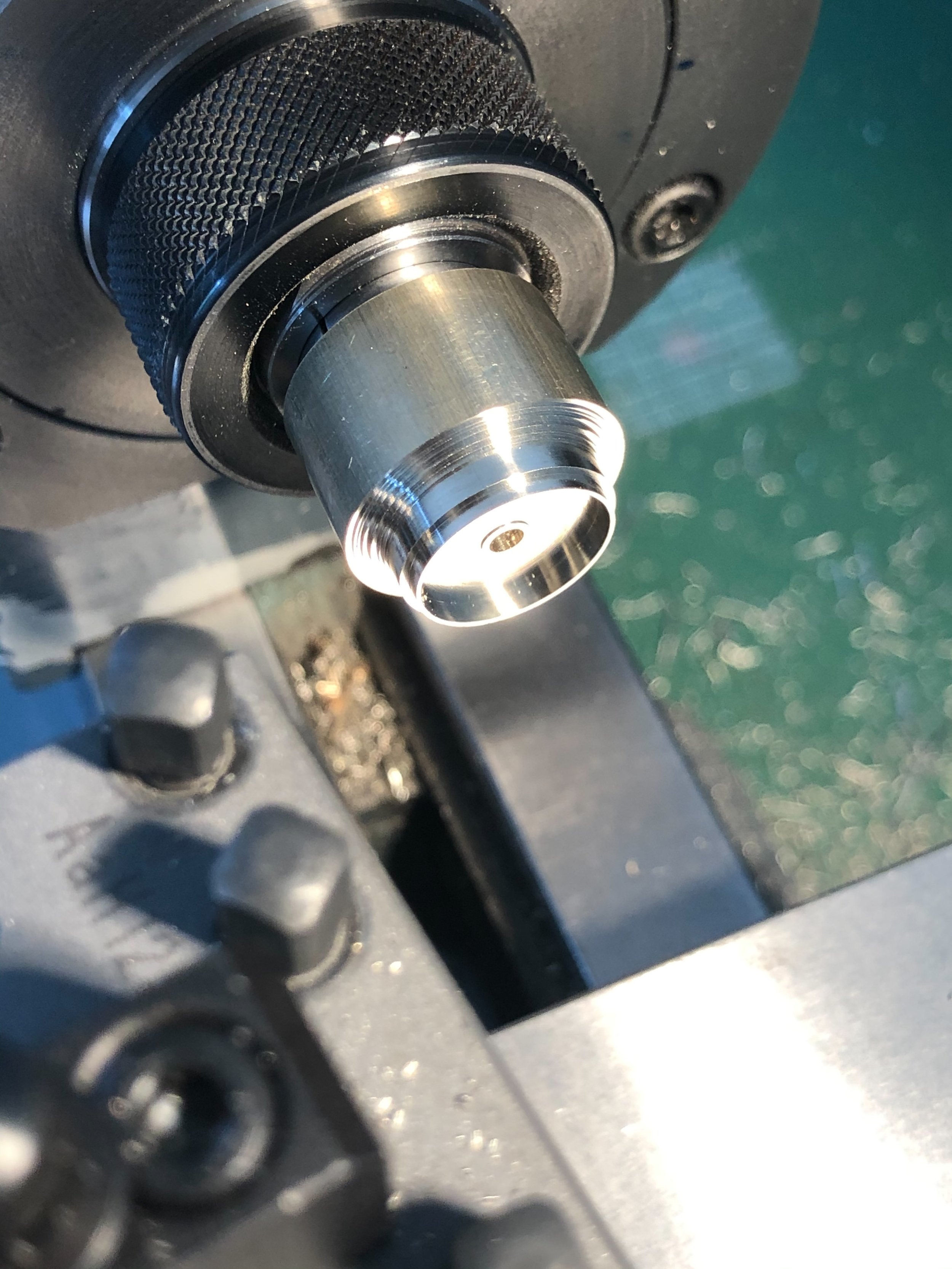
旋盤による洋銀製香箱の加工

香箱の歯が完成した後、長さに合わせて切断する
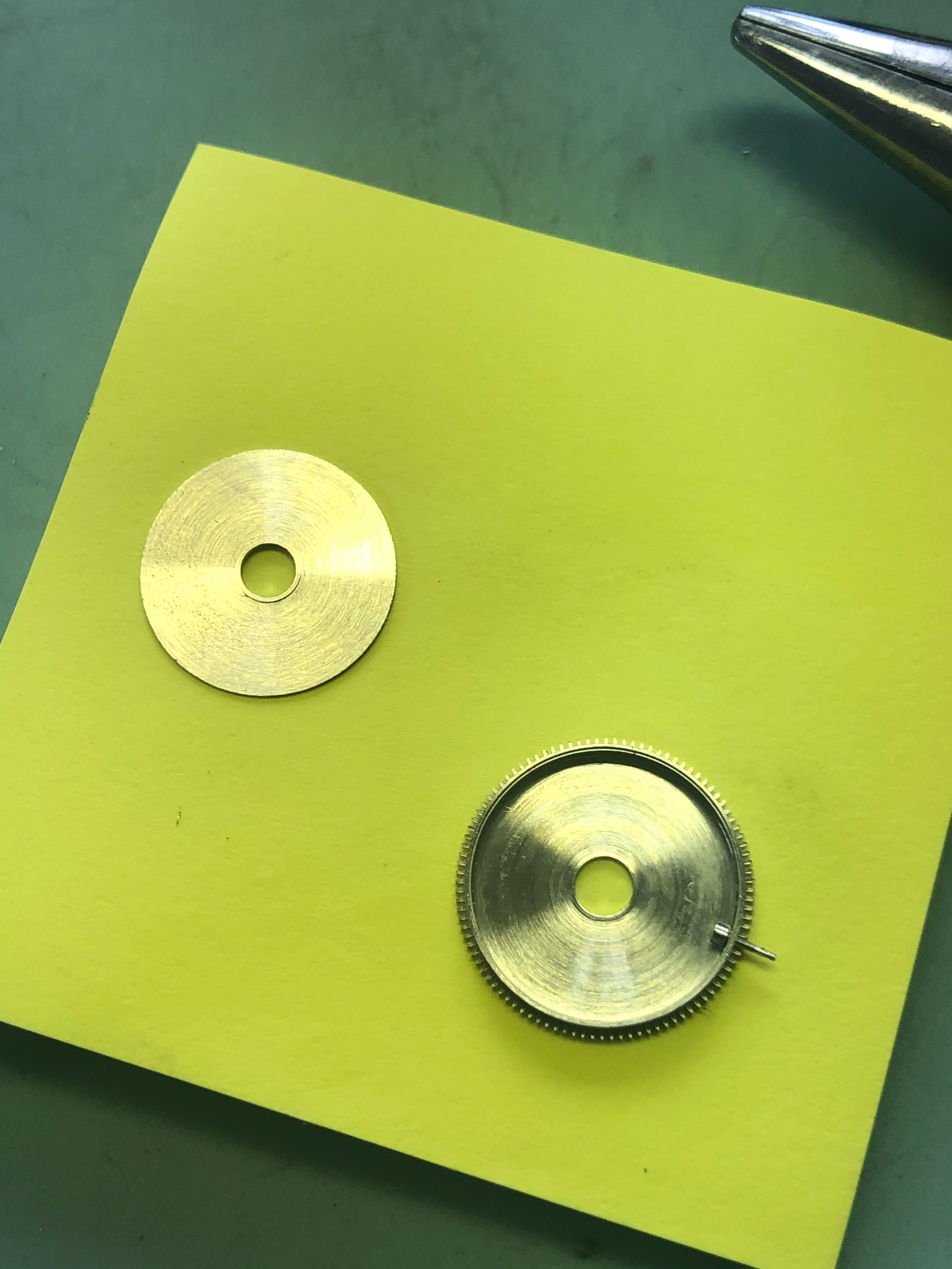
香箱と蓋。巻き止まりのフックは所定の位置にあるが、最終的な形状に加工する必要がある

ジャコツールでピボットを硬化

カナはエボーシュから作られている。これがセコンドピニオン

これは私の曽祖父が使っていた歯攫機(ハザライ機)

ハザライ機は、ホイールを成形する際に使用する。使うホイールのエボーシュは、意図的に直径がわずかに大きいものが選ばれる。そして、ピニオンに合うまで歯を小さく加工する

ホイールとピニオンの噛み合わせ

投影機による噛み合わせチェック

インゴールドカッターで歯を仕上げる。この工具の利点は、ギアが動く方向に加工できること。そのため、加工痕は正しい方向に付く

部品を作る前に、まず始めに作業に使う道具を造る必要があることが多い。これはホイールのアミダを面取りをする固定道具
手動のジグボーラーでメインプレートを加工中

旋盤でメインプレートを加工

旋盤で部品を作製

焼き入れ後、焼戻し

部品をブラックポリッシュ加工

巻き上げ機構の組み立て